
Progressivverteiler

PROGRESSIVVERTEILER
Sofort lieferbar - Scheiben- und Blockverteiler nach Kundenwunsch
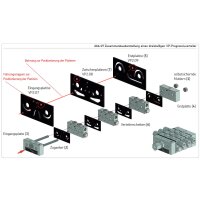
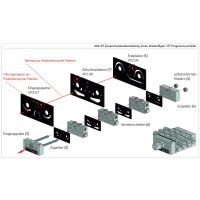
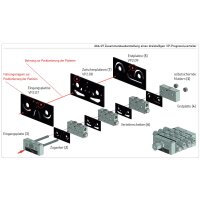
Progressivverteiler werden in drei Ausführungen gefertigt. Ein Scheibenverteiler kann beliebig durch weitere Scheiben erweitert werden. Dadurch ist eine individuelle Konfektion des Verteilers mit verschiedenen Dosiervolumen möglich. Der Blockverteiler hat eine vordefinierte Menge. Beide können durch verschließen oder zusammenfassen von Ausgängen individualisert werden. Zur einwandfreien Funktion benötigt ein Verteiler mindestens drei Kolben. Modularverteiler sind für komplexe Anlagen geeignet.

Artikel 1 - 50 von 70
Sofort Verfügbar


Art.Nr: PVB-V
ab
120,11 € *
Sofort Verfügbar



Sofort Verfügbar

Art.Nr: 4010-NS-ME-V
ab
276,12 € *
Sofort Verfügbar

Art.Nr: 4010-NS-EE-V
ab
276,12 € *
Sofort Verfügbar

Sofort Verfügbar


Art.Nr: 401095153-V
ab
68,46 € *
Sofort Verfügbar

Art.Nr: 401095123022-V
125,26 € *
Sofort Verfügbar

Art.Nr: 401096123022-V
137,07 € *
Sofort Verfügbar


Art.Nr: 401096153-V
75,34 € *



Art.Nr: VPKG-V
Preis auf Anfrage

Art.Nr: VPM-V
Preis auf Anfrage


Art.Nr: VPKM-V
Preis auf Anfrage


Sofort Verfügbar




Sofort Verfügbar

Sofort Verfügbar


Sofort Verfügbar


Sofort Verfügbar

Art.Nr: 4010960030001
0,55 € *
Sofort Verfügbar

Art.Nr: 4010960030002
0,59 € *
Sofort Verfügbar

Sofort Verfügbar

Art.Nr: 0802000455
0,21 € *










Art.Nr: VPKM-K-V
ab
72,07 € *


Art.Nr: 24-1884-2282
461,65 € *








Art.Nr: 3979M-N10-V
ab
208,57 € *

Art.Nr: 3979M-K10-V
104,20 € *



Art.Nr: 3979-V
ab
400,34 € *



Art.Nr: PE402A0000-V
ab
338,00 € *
Artikel 1 - 50 von 70